 在线客服
在线客服




(1)流程。选矿厂精矿经过滤脱水后,汇入新老精矿仓,然后通过抓斗、圆盘、皮带输送至烧结、球团。 选矿厂尾矿全部集中用4台Φ53m浓缩机浓缩至浓度18%一20%(溢流固体含量为0 55~0 8%).通过一级总砂泵站,采用200Z-I-A70渣浆泵与2条全长4000m的p600mm管道(1条生产,l条备用)输送至尾矿库。浓缩机溢流经环水泵站加压,返回主厂使用。尾矿库澄清水固体含量小于0 2%,通过水泵抽回选矿厂作为同水使用。
(2)主要设备及技术指标。尾矿系统主要设备及参数见表12。
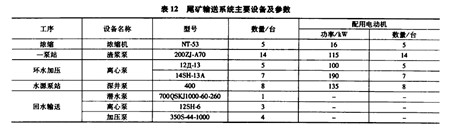
尾矿系统主要设备及参数
(3)工艺流程改造过程及特点。回水代替新水:一是供料车间使用丁部分回水,选矿厂原来一直是使用 新水过滤,由于尾矿库回水自流,其固体悬浮物基本稳定在0.2%以下,因此,1983年4月将供给主厂房Il 个系列精矿过滤用的清水设施与回水联通,取消水源池l台16JD490×3深井泵及1台12SH-6加压泵,用回 水代替部分新水,使新水用量比例由20%降到15%。二是8PSJ胶泵密封使用了部分回水,担负选矿厂矿 装、尾矿输送的8 PSJ胶泵,目前中国大多数选矿厂仍采用高压水封。而腔泵普遍存在的问题是填料逐渐泄 漏,磨损率高,经常漏水、漏矿,成为选矿厂一个重要的泄漏点。1983年,选矿厂自行研制成全国独一无二的 螺纹密封,有效地防止丁矿浆的泄漏,并取消了高压水泵,以少量低压回水取代了大量的高压清水,按全厂运 行64台8 PSJ胶泵计算,每台泵平均每小时节水2 87m3,节电5.2kW h。

 :2242538890 2233515786 280327213 技术::497398702
:2242538890 2233515786 280327213 技术::497398702  MSN:
MSN:

豫公网安备 41010502002251号
扫破碎机网微信公众号-阅读行业最新资讯









