 在线客服
在线客服




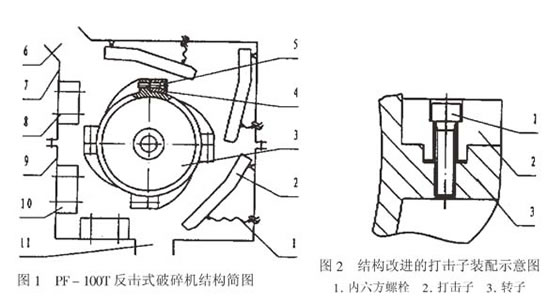
某工程PF-100T反击式破碎机(见图1)在安装单位试车过程中,一台设备转速接近额定转速680 r/min时发生机械破坏,使设备上、下机壳严重变形外鼓,机壳连接螺栓人部分拉断,轴承座和机壳连接耳断裂,造成设备严重损坏,另一台同系列正在试机的破碎机在转速为500r/min时立即停车。本文作者就此分析事故原因,说明改进、修复措施,为同类设备的生产厂家和用户提供参考。
1 设备损坏原因
将严重损坏的破碎机拆卸解体后发现:
(1)进料端衬板螺栓全部剪断,衬板脱落;转子组2块打击子脱落,扁头楔形螺栓断裂;
(2)转子和打击子均为铸件,表面相糙,相互接触面只为点接触或线接触。连接用的扁头楔形螺栓、打击子内孔同样表面粗糙、接触不好。
(3)连接打击子、转子的扁头楔形螺栓为M18,而打击子孔、转子孔为23、25不等。
(4)起定位作用的扁头楔形螺栓表面粗糙,与打击子孔的间隙太人,不能定位。
据此情况结合设备设计标准和要求,认真分析后认为:由于打击子内孔太人,连接定位用的扁头楔形螺栓太细,打击子和转子的接触面粗糙,在设备起动转速快速增加时,打击子在转子接触面上的附着力(摩擦力)不足以克服具离心力,而使打击子发生相对移位,和进料端衬板干涉。由于转子转速高、动量人,随转子转动打击子和衬板剧烈碰撞,剪切衬板连接螺栓,扁头楔形螺栓,致使衬板、打击子脱落,衬板、打击子进入破碎腔后加剧了设备破坏,造成上下机壳严重变形,轴承座断裂等一系列的后果。所以,打击子移位是造成设备严重损坏的直接原因。
2 改进修复措施
鉴于以上分析,设备能否正常运行的关键是打击子定位。为此,主要采取下列措施:
(1)打击子与转子接触面均铣削加工,提高表面质量,确保接触良好。
(2)在打击子和转子接触面上分别加工出配合安装起定位作用的凸、凹台,避免打击子在离心力作用下相移位,如图2所示。
(3)打击子与转子的连接螺栓孔配钻加工,连接螺栓选用M20的高强度内六角螺栓,保证连接牢固。

 :2242538890 2233515786 280327213 技术::497398702
:2242538890 2233515786 280327213 技术::497398702  MSN:
MSN:

豫公网安备 41010502002251号
扫破碎机网微信公众号-阅读行业最新资讯









