我公司一线水泥制备采用带辊压机的联合粉磨系统,配?4.2m×13m水泥磨和 N3000 型 O-Sepa 选粉机,辊压机系统为HFCG150-100型辊压机和SF6000-1400型打散分级机。
1 存在问题
自 2010 年 11 月试生产以来,筛余细度合格率均在90%以上,且能得到有效控制,但在 2013 年 5 月初,有客户反映水泥成品内有1~2mm大小的颗粒,同时水泥台时产量较低,当月平均产量只有125t/h,系统风机风门最大只能开到 75% ,一旦超过75%,水泥细度就达不到指标要求,将选粉机频率由31Hz 提高至34Hz,情况仍不见好转,当时熟料和其他混合材未发生变化。
2 原因分析
(1)在试生产期间为了防止粗粉斜槽输送余风无法排出造成斜槽堵塞,将一根DN150的收尘风管连接到主收尘器上,并安装蝶阀调节风量。在后期运行过程中发现没有风管时斜槽依然运行正常,遂将蝶阀关闭,但时间长了蝶阀磨损比较厉害,可能存在漏风导致粗颗粒进入选粉机的情况。
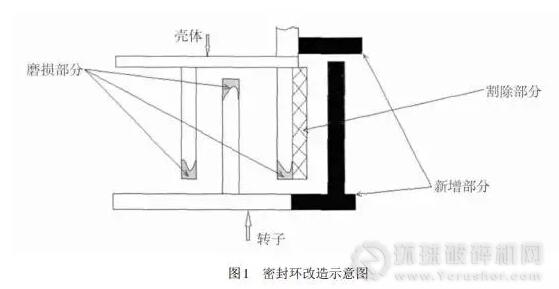
(2)选粉机密封环磨损,导致选粉机内风短路,部分未经分选的粗颗粒被风直接带进转子内。进入选粉机内检查发现,选粉机的迷宫式密封环的中环 、内环已经磨损了20~30mm,从密封处检查到有粗颗粒存在,选粉机密封环的磨损可能为水泥跑粗的主要原因。
3 处理措施
(1)将粗粉斜槽连接主收尘器的收尘风管堵死,降低粗粉进入成品的可能性。
(2)对密封环进行改造,拆除原壳体最内圈使用效果差的密封环,重新制作密封装置(见图1),处理后新增部件之间缝隙只有4~5mm,风无法从撒料盘将粗颗粒物料抽到转子内,既可保障成品质量,又能减少密封环的磨损。
(3)加大冷风阀的开度,由原来的 50%左右增大至 100%,延长物料在磨内的研磨时间,从而减少出磨1~2mm 颗粒物料进入选粉机的量。调整
磨机研磨体级配,降低一、二仓研磨体平均球径,使出磨水泥 80μm筛筛余从15%左右降至12%左右。
4 效果
经过 2 天的处理,并经空载试验,选粉机负荷正常,选粉机频率降至29Hz,连续对粗粉斜槽取样,未发现有 1~2mm 颗粒料出现,细度也能满足指标要求,磨机台时产量也提至140t/h以上。
 在线客服
在线客服





 :2242538890 2233515786 280327213 技术:
:2242538890 2233515786 280327213 技术: MSN:
MSN:










