 在线客服
在线客服




圆锥式破碎机具有破碎比大,产量高,功率消耗小,产品粒度均匀和适用于硬矿石等优点获得广泛应用,其中又以标准型和短头型应用最广在生产应用中我们经常发现该破碎机支承动锥的碗形轴承座与瓦之间的定位不合理,造成碗形瓦与碗形座错位,致使碗形轴承回油孔堵塞失效,引发动锥甩油和飞车,影响破碎机的正常运转。针对运行中存在的问题,我们决定对其定位进行改进。
圆锥破碎机原碗形瓦安装方法
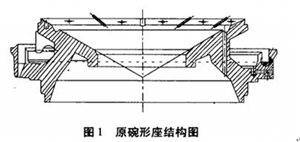
碗形轴承由碗形座和碗形瓦等组成,碗形瓦装入碗形座的孔内。碗形瓦座和碗形瓦面上都设有回油沟和孔,在碗形座外缘处均布12个16mm定位销孔(盲孔)并塞入10个定位销, 其中二个对称位置用来安装铜瓦吊环用的,如图1所示:
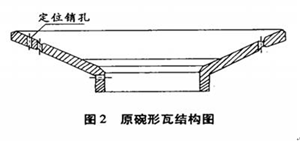
碗形瓦也在相应的位置上钻有12个孔,其中2个用来攻丝安装吊环,其余10个为16m m的通孔。将碗形瓦装入定位后( 保证回油畅通无阻),定位销与铜瓦孔之间留有一定的间隙,然后依靠熔化的锌合金浇人后进行充填和固定,如图2所示:
原安装方法存在的缺陷:
因为原定位只能限制轴承座与铜瓦的圆周方向转动错位,没有限制铜瓦的轴向上串的功能。又因为动锥大约15吨,转动惯性很大,加上空转和下矿时转向不同,加速了破坏铜瓦孔和定位销的锌填料,而产生错位,并造成以下几个问题:
(1)由于碗形铜瓦错位,使回油堵塞失效,产生甩油,造成油箱润滑油减少,如发现不及时,流量保护失灵,还将引发水平轴瓦与碗形瓦烧坏等设备事故。
(2)由于该种定位不牢靠,需要经常进行拆卸装配,熔锌也很费时间,无形中增加了维修人员的劳动强度。
(3)易造成动锥飞车,而飞车会增加动锥的摆动幅度(如果排矿口调整不合适),形成固定衬板与活动衬板相碰撞,轻则卡死、重则将衬板碰裂。
改进后的结构形式
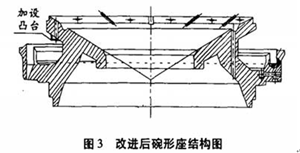
经深入分析,决定保持原有的定位方式不变,将碗形座与碗形瓦在原定位的半径处(原12个孔中间)均布6个19mm的通孔,并为碗形座加设凸台(由于有斜面),确保螺丝紧固后不弯曲。如图3所示:
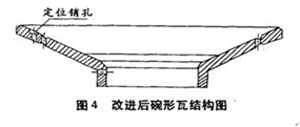
另外碗形瓦的孔加工为阶梯形,利用销钉螺栓将座与瓦联接固定,这样既增加了圆周方向错位限制力,同时又可避免因吊动锥上来将瓦带起的现象发生,保证了设备的安全可靠。如图4所示:
改进后的效果
(1)根据实践,圆锥破碎机运转一年之久没有因为碗形错位上串而甩油和飞车。
(2)延长了维修周期,减轻维修人员的劳动强度,年节约检修费用约12万元,保证了长周期的安全生产。
综上所述,圆锥碗形瓦定位的改进,是完全可行的,它能确保碗形瓦和碗形座不错位, 提高圆锥破碎机的运转率,该定位方法的改进现已被许多矿厂借鉴使用。

 :2242538890 2233515786 280327213 技术::497398702
:2242538890 2233515786 280327213 技术::497398702  MSN:
MSN:

豫公网安备 41010502002251号
扫破碎机网微信公众号-阅读行业最新资讯









