 在线客服
在线客服




宝泉抽水蓄能电站人工砂石加工系统位于坝址下游左侧紧邻龟山滑坡体坡地上,依地形阶梯式布置,总高差约15m³,占地面积约1.6万m²。系统主要承担电站上水库工程坝体和库盆填筑所需碎石排水层料(D =100mm)、垫层料(D=80mm)、反滤料(D=6 0、20mm两种规格),以及约11万mm³混凝土 喷护混凝土所需骨料的生产任务。按大坝填筑强度及混凝土浇筑强度计算,砂石系统生产处理能力为240t/h,其中人工砂生产能力不小于60t/h 。根据工程使用要求,砂石系统以生产填筑料为主,同时也生产三级配混凝土骨料。砂石系统由龟山灰岩石料场、龟山进场道路R 2 路及系统进料道路、受料平台、粗碎车间、预筛分车间、中碎车间、筛分车间、细碎车间(制砂)、半成品堆场、混凝土骨料成品堆场、填筑料成品堆场、给排水工程、废水处理工程、供配电工程及辅助设施等组成。本文着重介绍砂石加工系统布置情况存在的问题与技术改造。
2 砂石加工系统生产工艺流程及布置情况
砂石加工系统生产设计工艺流程见图1,系统平面布置见图2。宝泉抽水蓄能电站人工砂石料加工系统主要加工设备见表1。
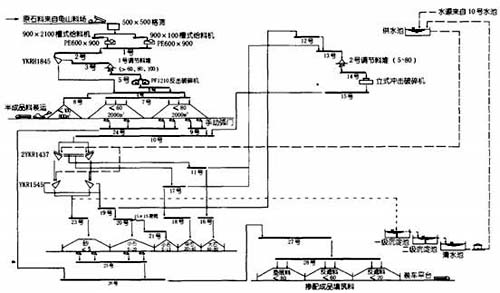
砂石加工系统生产设计工艺流程
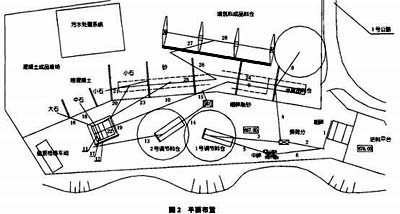
砂石加工系统系统平面布置
2.1 粗碎车间生产系统
爆破开采小于500mm的石料用反铲装车,汽车运输至受料平台,采用装载机倒入受料 坑。受料坑底部布置有2台G Z D1000×3600型振动给料机,2台PE600×900型颚式破碎机给料机将石料供给颚式破碎机破碎成小于150mm 的石料后,由1~2 号胶带输送机(B =1000mm)运至预筛分车间。其流程为装载机装料一进受料坑一振动机给料一颚式破碎机破碎一1、2号胶带机输送一车间预筛分。
2.2 预筛分、中碎车间生产系统
由于半成品料最大粒径有100、80、60mm共3种,在预筛分车间设置3 种不同规格的筛网,生产不同的半成品料时采用相应的筛网。

人工砂石料加工系统颚式破碎机、反击式破碎机等主要设备
由2号皮带机输送 的粗碎料经YK1845振动筛筛分处理,粒径1130、80mm或60mm以上的超径粗碎料经3号皮带机运送到1号调节料堆,调节料堆的料再经廊道下的弧形门输送到5号皮带, 经裤衩式溜槽进入PF1210反击式破碎机( 2台)中碎,中碎料由6号皮带机输送到2 号皮带机, 再经预筛分形成闭路循环。粒径小于 1 0 0 、8 0 m m或60mm破碎料经预筛分底部漏斗、4 号皮带机输送至4 号皮带机机头裤衩式溜槽,小于80、60 mm破碎料经溜槽、7号皮带机输送进入半成品料堆,100mm破碎料经溜槽、8号皮带机输送进入排水料料堆。
半成品料仓总容积约5000mm,其中活容积约2700mm,可满足生产高峰期3d的用料量,料仓下面设3.5mm(宽)×3.1 m (高)廊道,配置6台手动弧门,半成品骨料由手动弧门供给9号胶带机一10号胶带机运往筛分车间,或经24号皮带机输送至26号皮带机与小石、 砂掺配生产垫层料、反滤料。
2.3 筛分车间生产系统
在80mm蚰半成品料堆下设置廊道,廊道下布置2台手动弧门、9号皮带机,破碎后的半成品料经手动弧门、9、1 0号皮带机输送到筛分车间进行筛分分级处理。筛分共设2组4台2YKR1437、YKR1545 圆振动筛,半成品料经筛分后产生4种粒径料:大石(80~40mm)、 中石(40—20mm)、小石( 20~5mm )和砂(<5mm),其中大石通过1 1 号和1 6号皮带机运输堆存于成品料堆,或通过11号可逆皮带机,经13号皮带机输送进入2号调节料仓;中石通过17、18号皮带机运输堆存于成品料堆,或通过17号可逆皮带机,经13号皮带机输送进入2号调节料仓;小石通过19、20号和21号皮带机输送到成品料堆,并在20号皮带机机头安装15 mmx15 m m活动筛网,将少部分15~5mm的小石筛到21号皮带机运送到15~5 mm料堆,其余大部分料直接溜到小石料堆,多余小石通过19号可逆皮带机,经12、13号皮带机输送进入2 号调节料仓;粒径小于5mm的破碎料通过溜槽进入22号和23号皮带机运输堆存于成品料堆。
2.4 细碎制砂车间生产系统
为了调节骨料级配和满足制砂要求,采用细碎制砂工艺。利用成品筛分后产生的多余的大石、中石和部分小石进行细碎、制砂,补充小石、砂含量。细碎、制砂原料通过2号调节料堆廊道下的手动弧形门,经14号皮带机输送到VSI 2000立式冲击破碎机破碎,破碎的料经15号皮带机输送到10号皮带机并经筛分车间进行筛分处理 , 形成细碎制砂加工闭路循环。
2.5 填筑料掺配生产系统
在2 4 号皮带机安装 1 台电子胶带秤进行半成品料的秤量,2 5号皮带机安装 2台电子胶带秤,分别进行小石、砂的秤量,对掺配含量进行控制。半成品料经廊道下的弧形门、 2 4号皮带机运送到2 6号皮带机,同时小石、砂经廊道下的弧形门、25号皮带机运送到26号皮带机与半成品料进行混合,混合料由26、2 7号皮带机输送到28号栈桥式移动皮带机, 再由28号皮带机输送堆存于填筑料成品堆场,混合料在皮带机输送过程中完成均匀掺配。
2.6 成品装运
在660.50m高程设置混凝土骨料成品堆场和填筑料成品堆场,混凝土成品骨料采用装载机直接装料到混凝土系统配料斗,填筑成品料采用装载机装车。
3 砂石加工系统存在的问题与改进措施
3.1 混凝土砂石骨料生产
宝泉人工砂石系统从2004年10月份开始安装,12月份安装调试结束,调试后进行了试验性生产。生产的骨料级配及强度均能满足需求,因系统在加工工艺方面采用细碎与筛分构成闭路特点,骨料生产级配可随意调整,根据各级骨料需用量的多少进行生产, 亦可根据各级成品料堆料情况安排生产,如各级骨料均已满仓时,可将80mm以下多余骨料作原料安排进行细碎、制砂,以满足各种规格骨料需要和堆场储备需要。但生产的小石(520mm) 逊径含量偏高,经分析,将振动筛原5mm×5mm孔径更换为 6 mm X 6mm孔径方法处理,增加小石过筛率,减少逊径料含量。另人工制砂细度模数偏大,石粉含量超标,针片状颗粒含量多,为满足砂石骨料质量要求,经研究对砂石系统进行技术改进,启用原设计备用方案,增设棒磨机及洗砂机 ,计划改造设备如表2 。
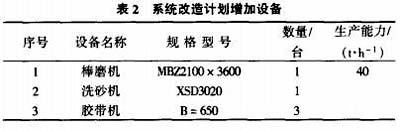
砂石生产系统改造计划增加设备
根据投标期间资料,系统加工原料为龟山灰岩料。2005年系统准备生产时, 因龟山料源与招标地质资料相比有较大变化,岩性复杂,夹杂大量角砾岩及粉状料,设计明确龟山开采料不作为砂石系统混凝土骨料生产原料。故在完成22号皮带输送机改造、安装好洗砂机后,停止了混凝土骨料的生产,增设棒磨机改造计划取消。
3.2 反滤料( 4C料)生产
因经粗破、中破后的半成品料不符合反滤料(D=60mm)的包络线要求,小石( 520mm) 含量偏小,设计时采用粗中碎的半成品料与系统生产的小石成品料(5—20mm)按比例掺配生产,掺配时半成品料、小石分别通过24、25号皮带机向2 6号皮带机送料,在 2 6号皮带输送机上完成掺配, 然后输送进入填筑料成品堆场。系统设计时4 c反滤料参数如表3 。
施工阶段,设计调整 4 c反滤料参数,5mm以下含量为 0,为保证4 c料质量, 调整其生产工艺。将半成品骨料经过 9、1 0号皮带机送入筛分楼, 筛分楼上层筛网卸除, 保留底部5mm筛网,将小于5mm骨料筛除,5—60mm 料经 l 9、 2 0号皮带机送入原混凝土骨料成品小石料堆。经检验,产品能满足调整后的反滤 4 c 料指标。但也因调整后的生产工艺,大批量的4 c填筑料生产增加筛分楼负担,导致 5mm筛网及19、2 0号皮带机磨损严重,经常更换筛网和胶带,并限制了4 c料的生产强度。
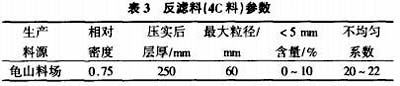
破碎机生产系统中反滤料(4C料)参数
3.3 垫层料 ( 2 A料 ) 生产
垫层料(D =80mm)的生产在系统设计时采用粗中碎半成品料与昆凝土骨料成品料堆的小石、砂按比例掺配生产,掺配时半成品料、小石、砂分别通过2 4 、 2 5号皮带机向 2 6号皮带机送料,在2 6号皮带输送机上完成掺配,然后输送进入填筑料成品堆场。系统设计时2 A垫层料参数如表4 。
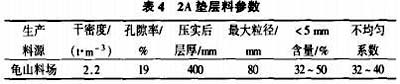
破碎机生产系统中2 A垫层料参数
施工阶段,干密度调整为2.22t/m 3,小于 5mm含量调整为25%-39%。因系统取消混凝土骨料生产,垫层料的生产缺少小石及砂掺配料, 根据半成品料细颗粒含量少, 需进一步进行破碎, 增加细颗粒含量。经反复试验 , 先采用半成品料与部分冲击破细碎料进行掺配,细颗粒含量偏少;后采用全部半成品料输送入冲击破进行细碎, 细颗粒含量又出现超标现象;最后采用半成品在过筛分楼时将5mm以下骨料进行筛除,筛除细骨料作为冲击破生产垫层料的原料,对冲击破出机口15号皮带机头进行改造,采用溜槽直接连接26号皮带机,冲击破生产料经26、27、28 号皮带机输送至填筑料成品料场。经检验,调整工艺后生产的垫层料各种参数均能满足设计指标要求。但与4 c反滤料一样,筛分楼负荷增加对筛网及皮带输送机带来同样的影响。
另外,针对垫层料落入成品料场容易产生分离的现象,采用堆料堆高不超过4m、在落料皮带机头挂缓冲器的方法处理,并及时装车转运,在装车时采用装载机适当掺拌使其均匀。
3.4 环保控制
为满足环境保护、废水处理要求,在鄂破、反击破、冲击破增设喷水装置,喷水雾,控制灰尘排放,但反击破、冲击破对含水率相对较为敏感,当含水率为5%~10%时,原料中的细颗粒不容易破碎,并且容易造成粘附破碎腔护板,使产砂率降低,对设备造成破坏;当含水率小于2%时,扬尘污染严重,含水率应控制在2%-5%为宜。在预筛分、筛分楼增加振动筛水冲洗工序和废水排放管道,控制筛分扬尘。采用轮斗式洗砂机进行洗砂,将颗粒度大于0.15 mm砂粒沉入槽底 由斗轮输送到皮带排出; 粒径小于0.15mm的砂粒,随水流溢流排出,再将废水排放至污水处理系统 。
3.5生产原料控制
在系统生产前期,运往砂石系统的原料为挑拣的大块石,系统受料平台配备液压破碎锤对块石进行破碎,确保粒径小于500mm,能进入给料机和鄂破。由于生产原料粒径大,级配不连续,无小颗粒,既要占压1 台破碎锤,又对系统破碎设备磨损严重,而且严重降低系统生产能力,并在一定程度上影响填筑料的级配曲线。经研究 ,对龟山开采石料, 采取通过调整爆破参数(采用过渡料爆破参数,D =300mm )的方法,有效控制系统生产原料的粒径、级配。
4 结语
砂石系统经多项改造后,系统生产能力有较大提高,且环境污染也得到较大控制。系统原生产强度为2.4万m 3/月,改造后最高月产量达4.2万m³/月。填筑料供应满足了工程进度需要。
本系统出现的各方面问题及改进措施,为类似工程建造砂石系统提供了借鉴经验。
(1)本工程为堆石面板坝,系统主要承担填筑料的生产任务,在设计系统时应尽早取得施工期填筑料的包络曲线、参数,为系统设计提供依据。
(2)生产原料为沉积灰岩,岩性、力学性能各向异性,易产生针片状颗粒,针对类的生产原料,在生产工艺及设备选型上进行改进, 经粗碎后骨料全部进入反击破进行二次破碎,再进行预筛分;因立式冲击破细碎后砂子的细度模数偏大,如采用立式冲击破进行细碎制砂,需另配备棒磨机调节砂子细度模数。
(3)考虑料场送料与喂料为单独的两个环节,及料场送料的不均匀性,受料平台以能容纳6—8 h 生产原料的备料场地为宜。
(4)充分考虑系统生产强度与填筑料施工强度、混凝土骨 料需求强度的关系,为避免强度叠加超过系统生产能力,破碎设备选型时可考虑填筑料备料时问,利用填筑施工低峰期进行生产备料,避免填筑施工与混凝土施工强度叠加高峰系统不能满足需求。
(5)高度认识砂石系统科学管理的重要性,砂石系统设备设计原理基本是靠预损件与岩石撞击或挤压进行生产的,设备的维修、保养尤为重要,按使用说明需做到按时保养、及时维修更换预损件,对系统进行科学管理,确保系统有效生产时间。

 :2242538890 2233515786 280327213 技术::497398702
:2242538890 2233515786 280327213 技术::497398702  MSN:
MSN:

豫公网安备 41010502002251号
扫破碎机网微信公众号-阅读行业最新资讯









