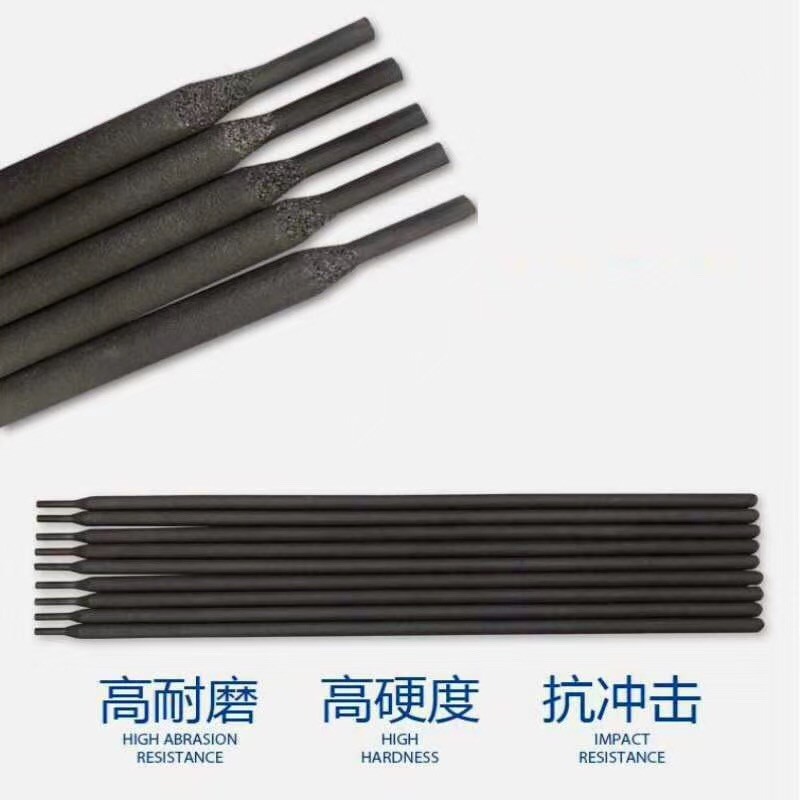
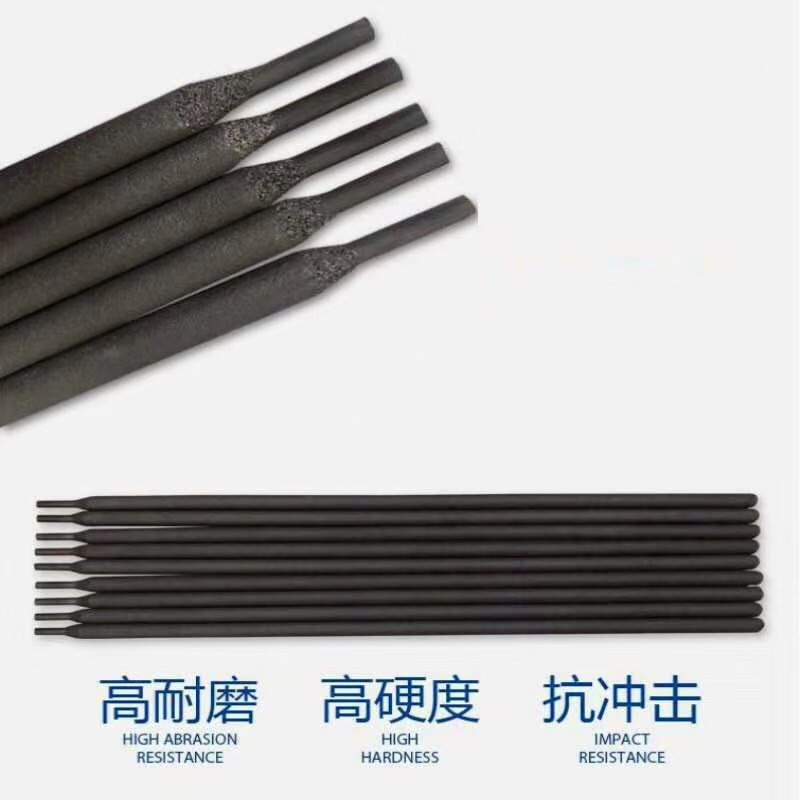
四方牌D717堆耐磨碳化钨电焊条
D717堆耐磨碳化钨电焊条
适用于:堆焊耐岩石强烈磨损的机械零件,如鼓风机叶片、混凝土搅拌机叶片、粉石机锤头、木碳机螺旋等易磨损件的表面修复.
D717耐磨焊条(型号GB EDW-B-15)EDW-B-15耐磨焊条
硬度 HRC≥60, 钨基合金堆焊耐磨焊条,含多种耐磨合金材料,直流施焊。
D618高铬合金铸铁耐磨焊条
D618是石墨型药皮的堆焊焊条,可交直流两用,堆焊层具有优良的抗泥砂、抗汽蚀能力。用于堆焊随受冲击负荷,但要求具有良好的抗磨料磨损的耐磨件。
用途:可用于常温及中温耐泥砂、汽蚀等条件下的零件堆焊,如泥浆泵、螺旋推进器等表面堆焊。
堆焊层硬度:HRC≥58(焊态空冷).
注意事项:
1焊前焊条须经300℃左右烘焙1小时。2.根据被焊工件材质与刚度的不同,采取相应的预热温度及焊接工艺措施。
D628高碳高铬铸铁堆焊焊条
D628是石墨型药皮的抗磨粒磨损高碳高铬铸铁堆焊焊条。堆焊层为高碳高铬铸铁型鉨散碳化物相,堆焊层硬度高,但较脆,受压力和冲击性载荷的能力较低,为了不影响抗磨粒磨损性能,应尽可能采用较小的电流,以利于堆焊层硬相结晶的排列方向。
用途:用于堆焊承受较轻微的冲击载荷,但要求具有良好的抗磨里磨损性能的耐磨表面,如锤击式磨煤机锤头、风扇式磨煤机冲击板等。
堆焊金属化学成分(%)
|
C
|
Cr
|
Mo
|
V
|
|
3~5
|
20~35
|
4~6
|
≤1
|
堆焊层硬度:HRC≥60
参考电流:
|
焊条直径(mm)
|
3.2
|
4.0
|
5.0
|
|
焊接电流(A)
|
90~120
|
150~180
|
180~220
|
注意事项:1、焊前焊条须经200℃左右烘焙1h。
2、堆焊工件必须经400~600℃预热,并将工件上的铁锈、油污等清除干净再进行堆焊。
3、每次堆焊的长度以不超过50~70mm为宜。4、焊后工件应在600~700℃回火1h后再缓冷或将工件立即放入干燥和预热的砂箱或草灰中缓冷。
 在线客服
在线客服




 :2242538890 2233515786 280327213 技术:
:2242538890 2233515786 280327213 技术: MSN:
MSN: