链轮轴组均采用42CrMo材质,相比40Cr等一般材质,42CrMo更耐磨,更耐用。
本产品采用四轴联动加工技术生产链轮,数控精度铣链窝,链窝链条啮合平稳不啃链条,比一轴二轴加工工艺更高。我司拥有精良的设备和成熟的技术,整个流程均自家完成,节省生产时间和成本,同时,也打造了链轮轴组的品质。
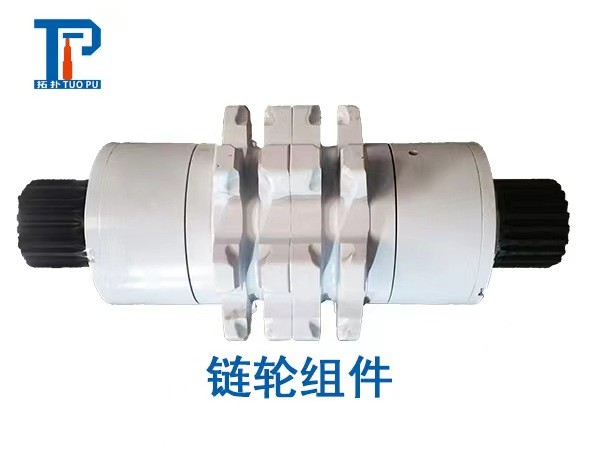
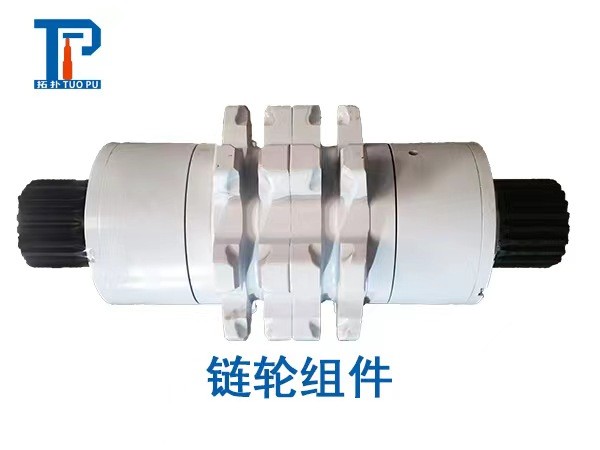
链轮轴组,也叫链轮组件,适用于煤矿井下用刮板输送机、顺槽用刮板转载机。
链轮组件装在机头传动部的机头架、机尾架上,主要由端盖、轴承座、链轮体、轴、浮封环组件、滚动轴承和滚筒等组成。链轮为合金钢锻造的七齿链轮,由加工中心加工成形,齿面淬火处理。链轮组件运行6个月后,调转180°后安装,以便使链轮齿的两侧面均匀磨损。
链轮组件主要技术参数
总长875mm,配套使用22×86规格的C级热处理链条,链条中心距为120mm,链轮体为7齿。
按使用位置可以分为:机头链轮轴组、机尾链轮轴组。
按适用机型可以分为:630、730、764、800、830、900、1000、1200、1250、1400等型号。
42CrMo材质锻打刮板机链轮组件、转载机传动机头轴组
链轮轴组是刮板输送机动力单元中连接刮板链条和动力部的重要部件。过板输送机在运输煤炭过程中,链轮组件会经常出现浮动密封环损坏,链轮片磨损和断齿现象,导致链轮失效,严重影响矿井的正常生产。
链轮轴组加工流程:
下料成型——热处理——模型处理——热处理——铣床精加工——插花键——局部加工(描线划线铣外表面槽)——线切割(链精度加工)——数控链窝——局部齿轮花键淬火——精加工成型(磨端面、倒角)——加工链轮轴组部分配件(轴承座、透盖、滚筒等)——轴精加工(下料成型,一端或两端铣齿、热处理等)——所有零部件组装成形链轮轴组——试验运行——刷漆交货
 在线客服
在线客服




 :2242538890 2233515786 280327213 技术:
:2242538890 2233515786 280327213 技术: MSN:
MSN: