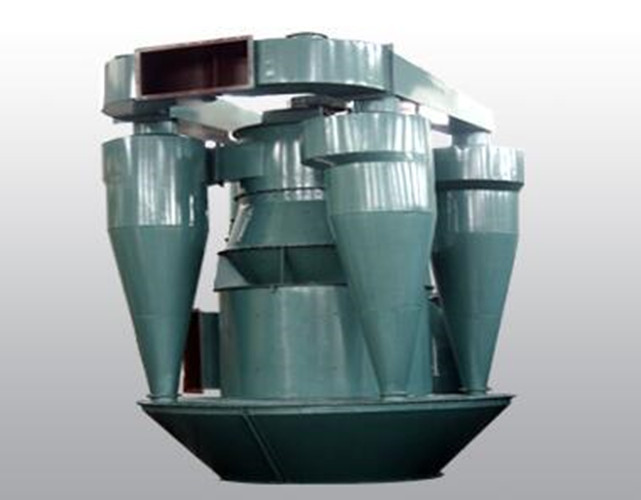
高效三分离选粉机
工作原理 在工作状态下,调速电机通过传动装置带动立式传动轴转动,物料通过设在选粉室上部的进料口进入选粉室内,再通过设置在中粗粉机收集锥的上下两锥体之间的通粉管道落在撒料盘上,撒料盘随立式传动轴转动,物料在惯性离心力的作用下,向四周均匀撒出,分散的物料在外接风机通过进风口进入选粉室的高速气流作用下,物体中的粗重颗粒受到惯性离心力的作用被甩向选粉室的内壁面。碰撞后失去动能沿壁面滑下,落到粗粉收集锥中,其余的颗粒被旋转上升的气流卷起,经过大风叶的作用区时,在大风叶的撞击作用下,又有一部分粗颗粒被抛到选粉室的内壁面,碰撞后失去动能沿壁面滑下,落到粗粉收集锥中。中粗粉和细粉通过大风叶后,在上升气流的作用下,继续上升穿过立式导向叶片进入二级选粉区。含尘气流在旋转的笼形转子形成的强烈而稳定的平面涡流作用下,使中粗粉在离心力的作用下被抛向立式导向叶片后失去动能,落到中粗粉收集锥中,通过中粗粉管排出。符合要求的细粉穿过笼形转子进入其内部,随循环风进入高效低阻型旋风分离器中,随后滑落到细粉收集锥内成为成品。
性能特点
将物料“一分为三”,即“粗粉(d>150cm)、中粗粉(60um<d<150um)、细粉”。一级选粉分离出混合粉中的粗颗粒,二级有效选粉在导向叶片与垂直型转笼所构成的环形空间内完成,因此分级精度特高,分选效率更高。
三分离选粉机与尺寸相近的离心式、旋风式、转子式选粉机相比,处理量和选粉效率都有大幅度提高,因而更适应大规模生产的需要。先进合理的结构允许选粉风量、产量和喂料量在较大范围变化而不影响选粉效率,其分级性能十分稳定。
分级原理先进。结合多种选粉原理,采用航空空气动力学分析方法对整个流场进行了优化设计,使得设备阻力显著减少,节能降耗十分明显。选粉机转子内装有获得国家专利的涡流整流器,转子内的气流相对于转子只升不旋转,利用气流进转子后因动量矩的作用减小了对转子的推动力,节省了驱动功率、减少了磨损。物料经过两次选粉区选粉,分级精度更高、更有效。
选粉机主轴采用无级调速、细节调节方便,灵敏可靠,且调节范围宽。
重新优化设计选粉区、提升区的空间范围,充分利用主体空间增大了料气化,提高了选粉效率。
选粉机易损耐磨件部位,如撒料盘、旋风筒蜗牛角、导向叶片和转子分级叶片等均采用耐磨材料制造或进行抗磨工艺处理,其磨损率极低。采用新型锰板作内衬,有效延长了其使用寿命。主轴下轴承密封采用新的设计方案,有效地解决了轴承进灰和润滑油漏油两项重大问题,切实有效延长了下轴承使用寿命。
设计选粉机基础时,采用机械减振原理,使选粉机与基础的共振率不靠近洗粉机固有效率和基础固有频率,从根本上解决了长期困扰使用厂家的选粉机振动问题。
粗粉管、中粗粉管和旋风筒均采用双联锁风阀,大大降低了系统漏风率,克服了以前选粉机运转过程中扬尘大的缺陷。
 在线客服
在线客服




 :2242538890 2233515786 280327213 技术:
:2242538890 2233515786 280327213 技术: MSN:
MSN: