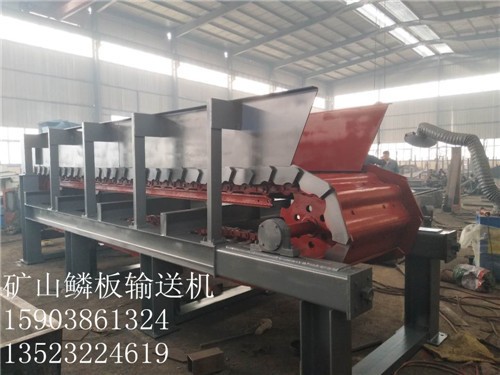
矿石链板输送机 BL系列鳞板输送机大煤炭板喂机鳞板输送机的安装调试:
为了确保鳞板输送机可靠运行,不但要保证制造质量和各部件的装配质量,还必须做好鳞板输送机的安装和调试工作。鳞板输送机的安装一般是在制造厂内首先组装部件,然后将相互独立的部件运抵使用现场,进行整机安装。其安装程序大致如下:
1、根据鳞板输送机的安装图,定出设备的纵向中心线。纵向中心线是整个输送机的安装基准,在车间内部,通常是以厂房柱网坐标为基准标出的。划线时,较好以厂房柱网作一次基准,划出输送机的纵向中心线及头、尾轮的横向中心线。如果与输送机相关联的设备已经安装就位,安装时,则应以这些相邻设备的关联尺寸为主要依据来确定其中心线,与厂房柱网的关系尺寸仅作参考,这样,更能保证输送系统可靠地工作;
 2、在输送机的纵向中心线上,先走出头轮轴的轴线中心位置,然后沿纵向中心线逐段测量。按输送机的总长度尺寸定出尾轮轴的中心位置;
2、在输送机的纵向中心线上,先走出头轮轴的轴线中心位置,然后沿纵向中心线逐段测量。按输送机的总长度尺寸定出尾轮轴的中心位置;
3、以上述中心线为基准,确定有关机架的地脚位置、轨道安装位置、驱动装置的定位中心尺寸等;
4、确定了各中心位置之后,应结合土建结构施工图,查找出有关结构构件并予以清理,然后按安装图的要求进行各种机架安装;
5、机架(包括头架、尾架、中间支架和驱动装置架等)安装完毕后,进行轨道安装;
6、安装传动链轮轴部件、拉紧链轮轴部件、链轮安装时应保证尽可能小的共面误差;链轮轴要相互平行;同一挂链条的链轮要保持在同一平面内避免歪斜和跳动。链轮的共面误差会使链条产生横向摆动,使链条和链轮发生侧磨、冲击并使链条过盈配合处的联结牢固度减弱,严重时可使开口销等止锁零件剪断,以及发生链板腰部爬上齿顶;
7、安装驱动装置;
8、安装输送链条。首先将各链段按长度精度分成几组,在地面上展平拉直;然后进行合理搭配并连接起来,使同一输送机上的多挂输送链长度尽可能相等,当输送链的附件结构不对称而又有几挂链条并列使用时,应特别注意左边和右边的正确配置。另外在链条装上链轮前应进行一下盘啮检验,检验其啮合是否太紧或太松。如果太紧或盘啮不起来,则该链条就不能安装使用;
 在线客服
在线客服




 :2242538890 2233515786 280327213 技术:
:2242538890 2233515786 280327213 技术: MSN:
MSN: